-
Office Hour:
Mon - Fri: 9.00 - 19.00
- e-brochure
Mon - Fri: 9.00 - 19.00
Quality is our top priority. We believe in the saying "Give them quality. That's the best kind of advertising" and that has worked out for us for the past 3 decades.We are committed to achieve growth through total customer satisfaction and global recognition for our products.
Our vision is to be the best company in the manufacturing of Industrial packaging products. Being the best means providing outstanding quality, services, and values so that we make every single customer in our organization to be happy.
We are committed to evolve as a social responsible and ethical enterprise by providing a productive, safe and healthy work for continual human improvement with all applicable legislations adhering toSA8000® standards and ILO conventions.



We strive to provide the best packing solutions and services to satisfy the needs of our clients with our well trained, dynamic workforce and state of the art machinery. Incoroporated in 1987, Maris Associates private limited, has a fully integrated FIBC manufacturing facility, with a built area of 40000 sq m,located in Tuticorin,India. Timely response, quality and on time delivery has been our formula success and will always be the core strength of the organisation. We have the vision to be the most sustainable and competitive company in the Industry..
Tons of Production capacity
Years of experience
Global clients
Happy workers

We are the 1st FIBC Company to became the member of SEDEX.
Supplier Ethical Data Exchange.
• Labour Standard
and Human Rights
•Health and Safety
•Environment & Sustainability
•Fair
Business Practices

The FIBC produced in Maris Associates are used in construction industries, all over the world, for the transportation and movement of the construction materials like sand, gravel mortar, cement and stones. Bulk bag makes it less expensive to move the construction material. Bags can be designed for single or multi trip use. Material movement becomes much easier with FIBC.
Manufacturing quality Ventilated bags is our core competence. we have 23 very well maintained sulzer looms using which we can produce up to 200,000 ventilated bags per month. our Ventilated bags are predominantly used to pack and store agricultural produce like potatoes and onions in cold storages. the air vents in the bags plays a major role in keeping the potatoes fresh.

We offer expert solutions for a broad range of packaging needs and can offer our clients with tailor made big bags to suit their purpose. we design our bags such that the animal feed, once packed, does not lose its quality, shape and texture. our design also serves the purpose of keeping the feed moisture free which eliminates the risk of contamination.
We fully understand the stringent requirements of the chemical industry’s packaging needs. We work together with our clients to produce bags that will be easy for transportation ,risk free while transporting, storing and discharging the chemical protecting the chemical products from physical and chemical damage,protecting the bag from moisture.

We understand the stringent demand of transportation and storing of mining and mineral products. we offer the best packaging solution and produce custom made bags to meet our client's requirement inorder to preserve the quality and avoid contamination of the mines and minerals after packing.

We try to reduce our carbon foot print by banking on renewable energy and planting trees, at the same time play our part in water conservation by recycling used water.

Safety is one of the highest priorities within Maris Fibc. It is imperative that everyone follows the policies and guidelines to ensure their own safety and the safety of others around them.

We at Maris conduct various programs that focuses on benefiting the communities in which we operate. We do what it takes to make this world a better place for the generations to come.







We are south india's first vertically integrated production facility-All accessories required for FIBC's are made in-House.
One single integrated complex with a total build up area of 40,000 sq.m with thermal insulation.
State of the art machineries with latest technology upgrades in a strcutured plant layout.
On time delivery with superior quality.
Young,skilled,experienced and commited work force.
Complete ERP system that enables us to plan,process and track the workflow and efficiencies of various processes.
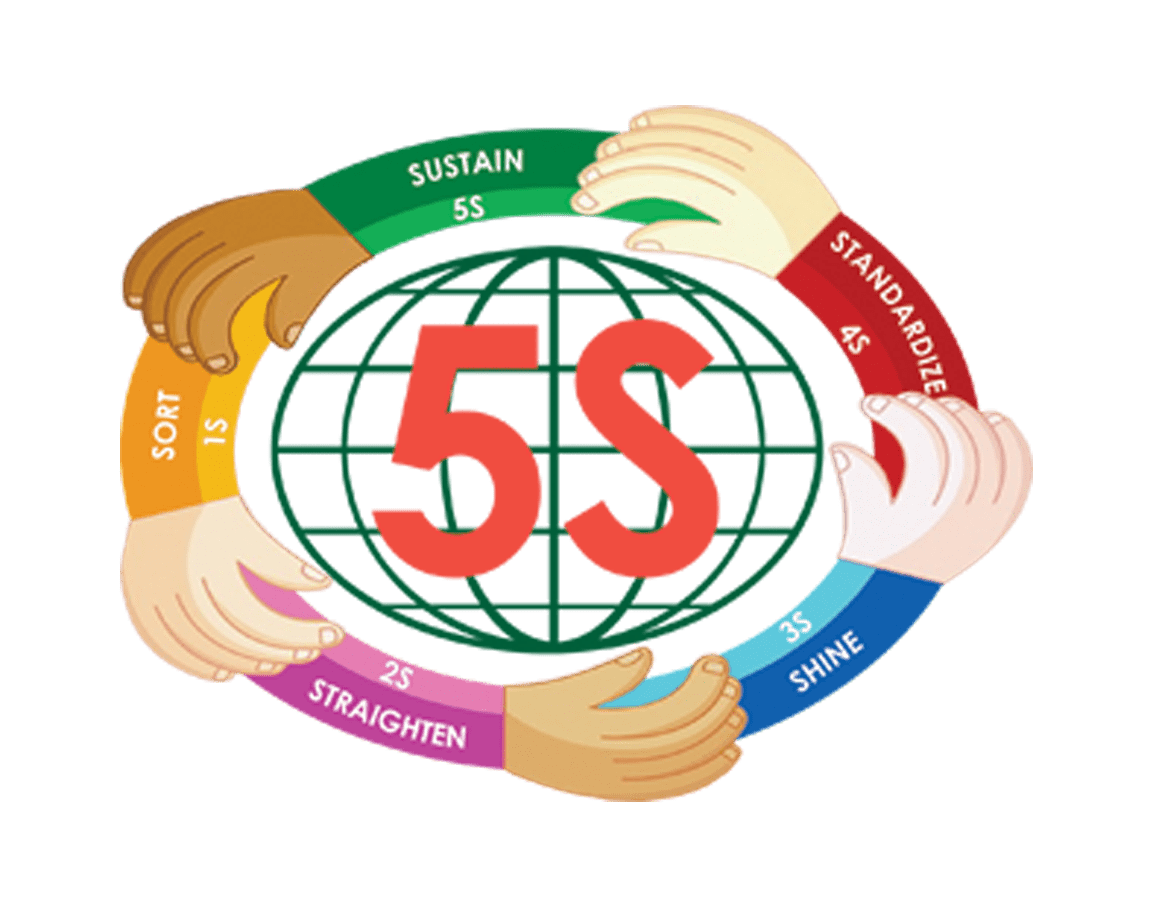
Eliminate whatever is not needed by separating needed tools, parts, and instructions from unneeded materials.
Organize whatever remains by neatly arranging and identifying parts and tools for ease of use.
Clean the work area periodically.
Schedule regular cleaning and maintenance by conducting seiri, seiton, and seiso daily.
Make 5S a way of life by forming the habit of always following the first four S’s by training
Benefits to be derived from implementing a lean 5S program
include:
• Improved safety
• Higher equipment availability
• Lower defect rates
• Reduced costs
• Increased production agility and flexibility
• Improved employee morale
• Better asset utilization
• Enhanced enterprise image to customers, suppliers,
employees, and management.
